The Ware for October 2024 is shown below.
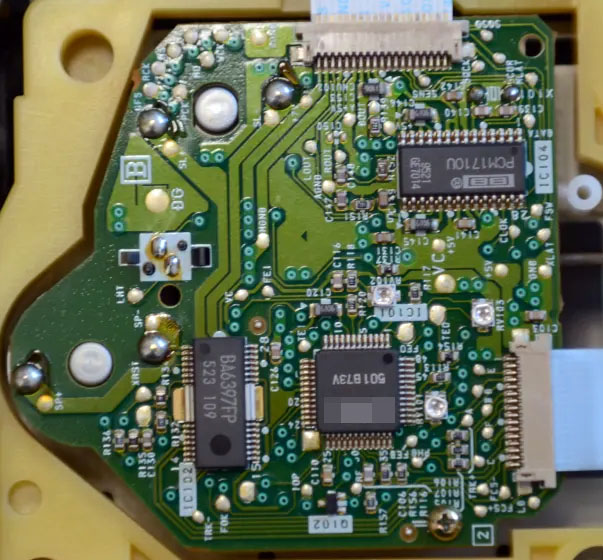
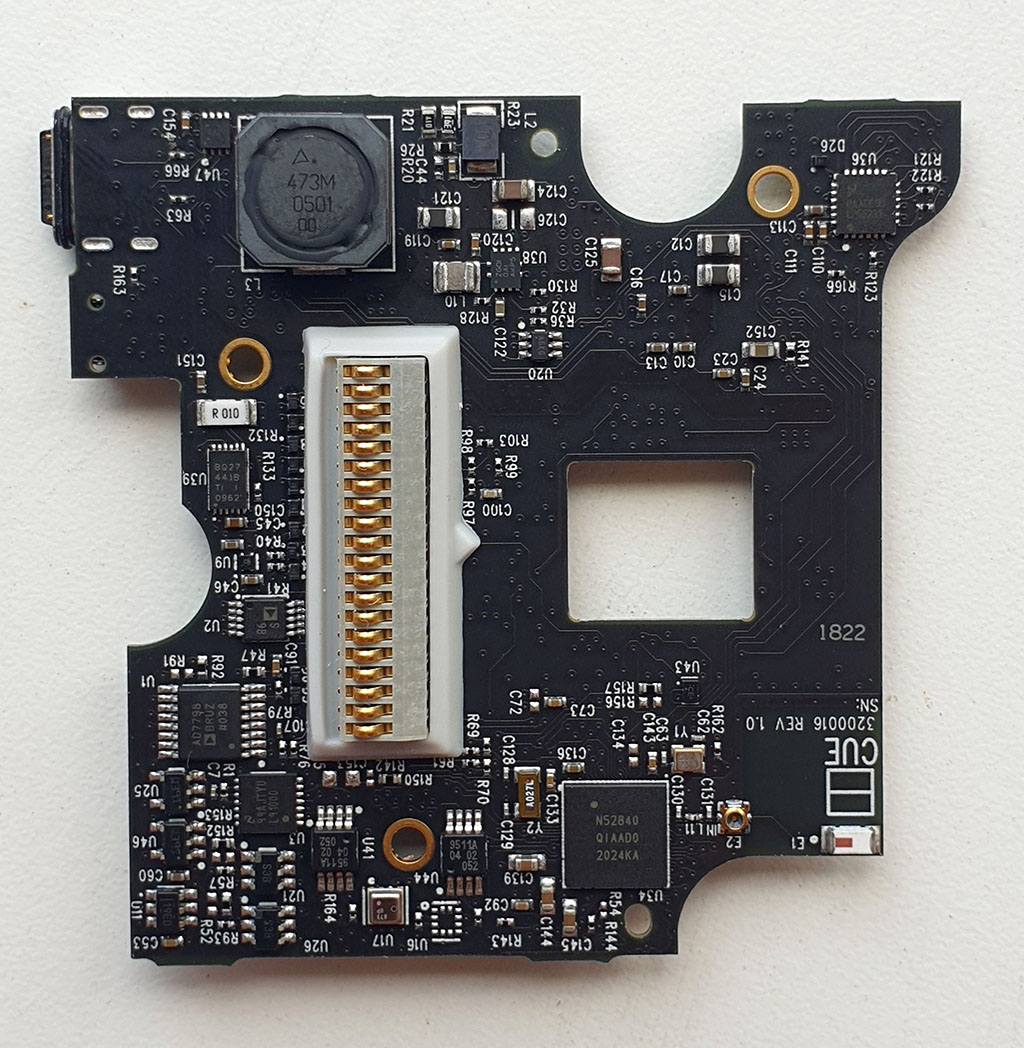
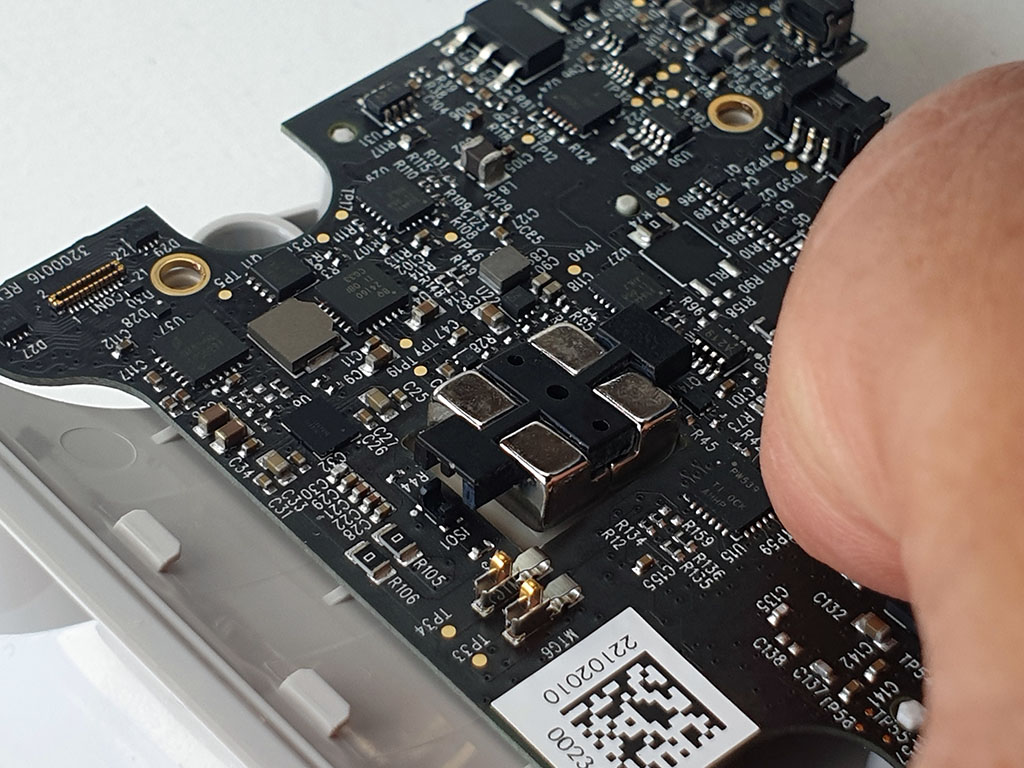
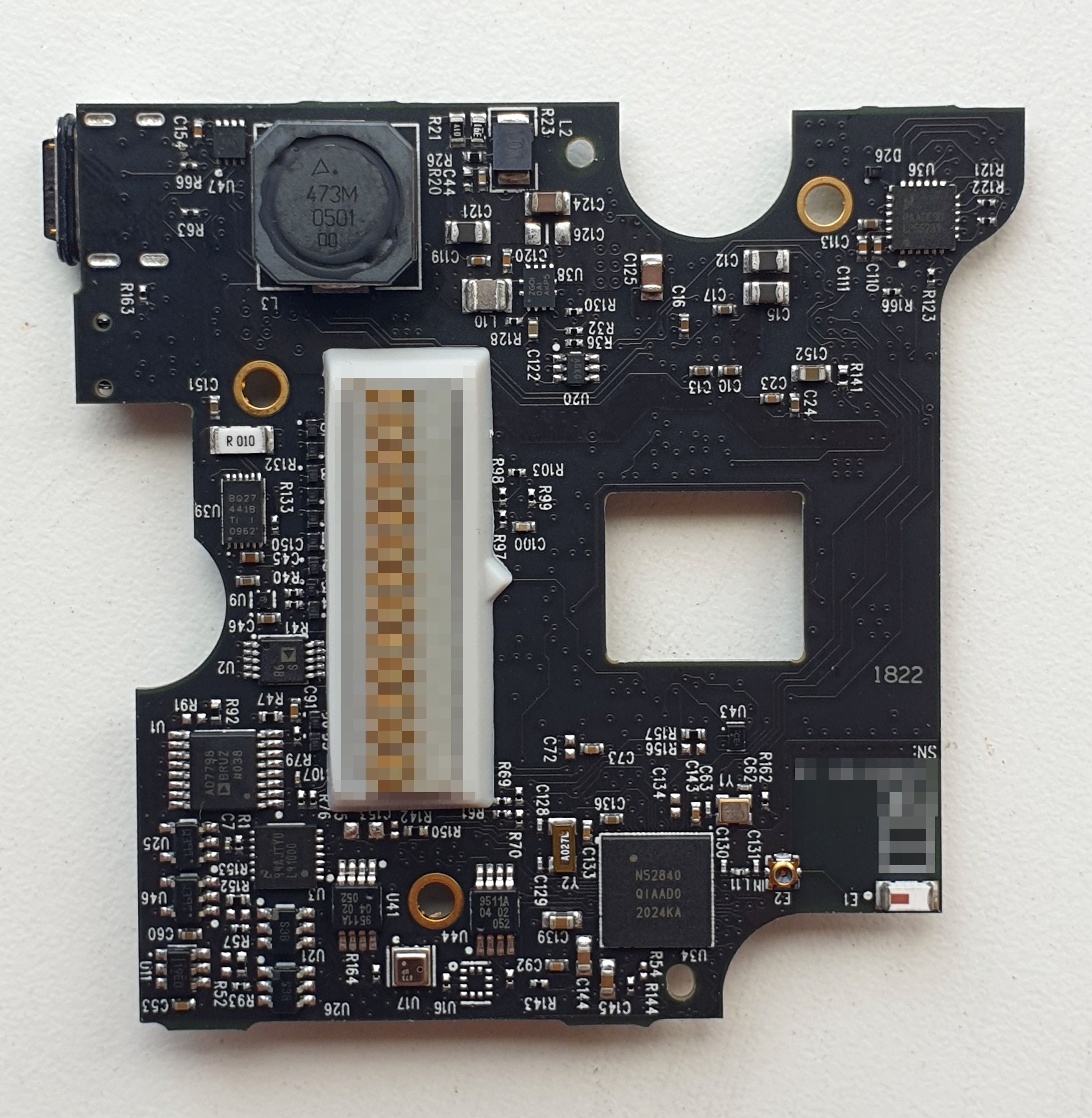
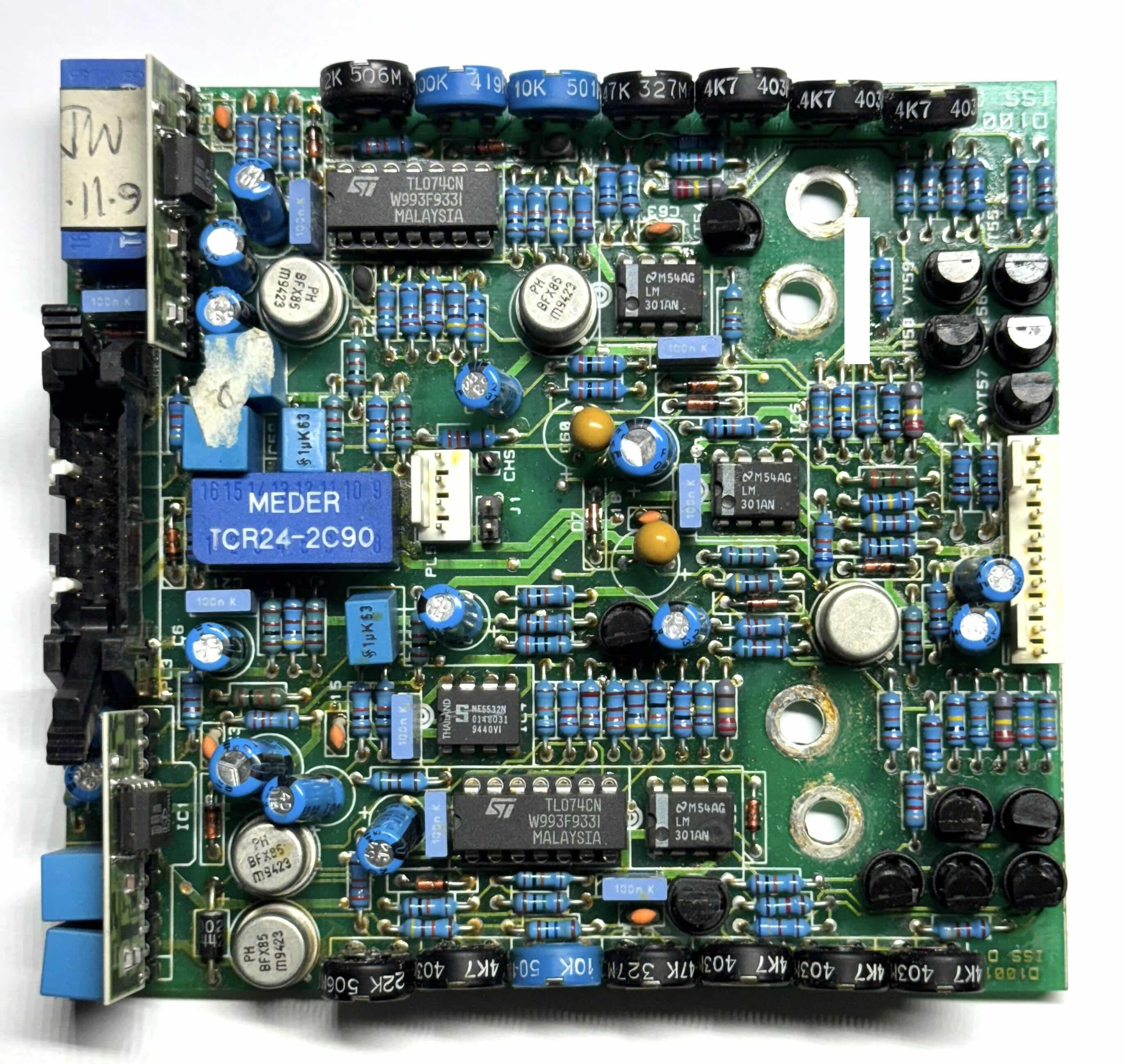
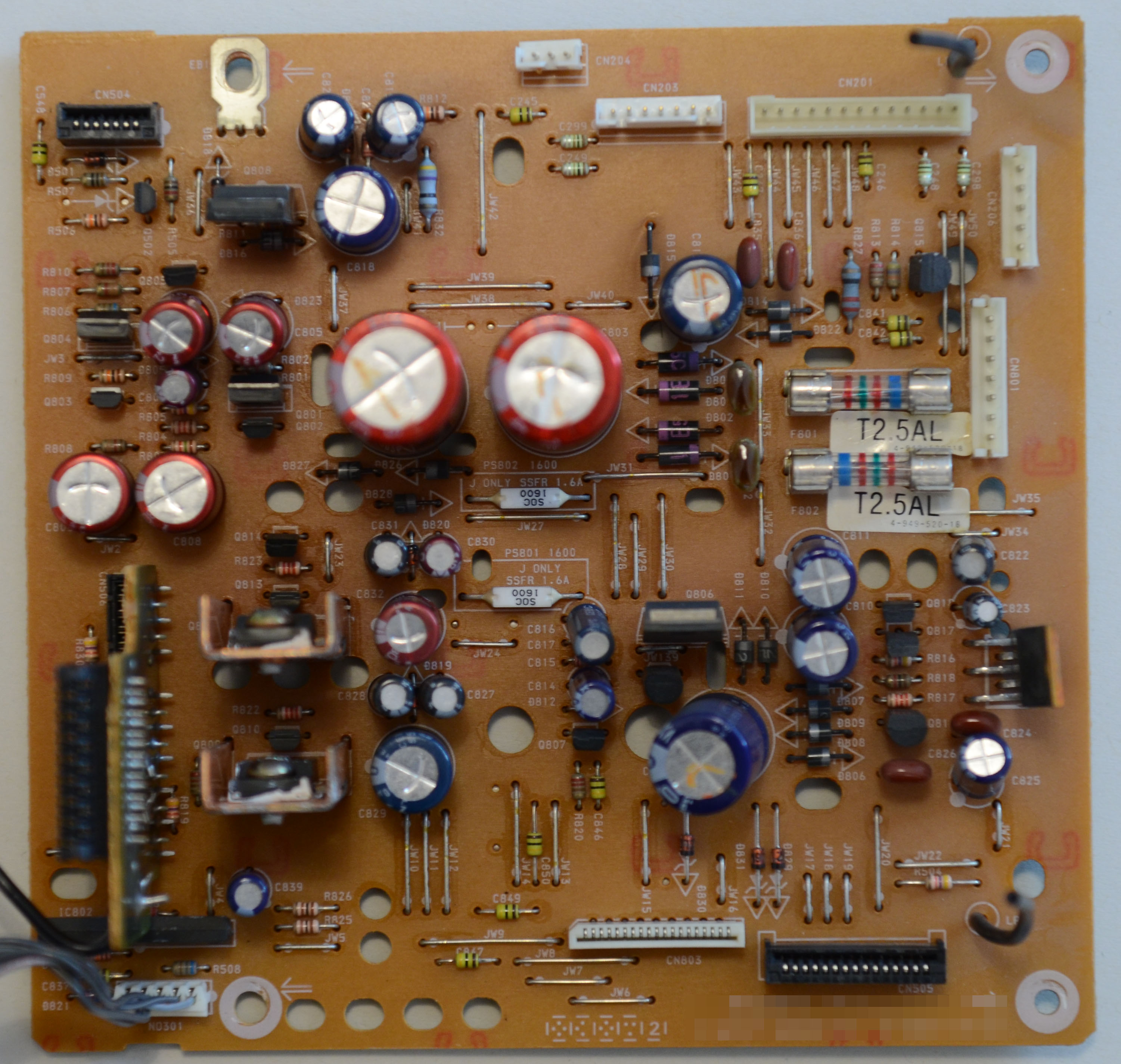
This one should be a smidge easier to guess than last month’s ware. The main reason I liked this ware is actually the board shown below with the prominent star-routing. It’s such traditional hand-routing work, I love craftsmanship like this.
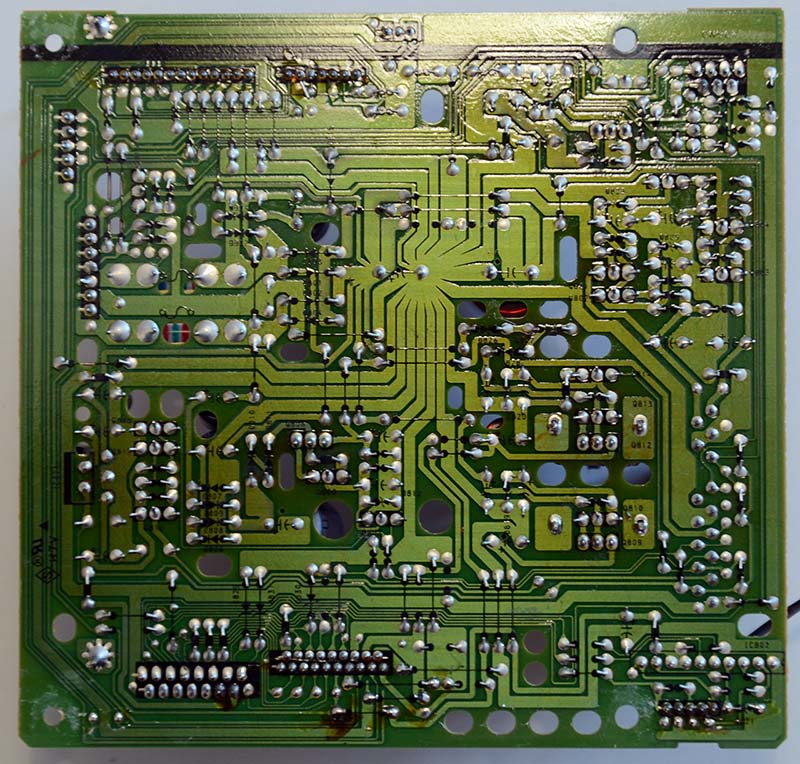
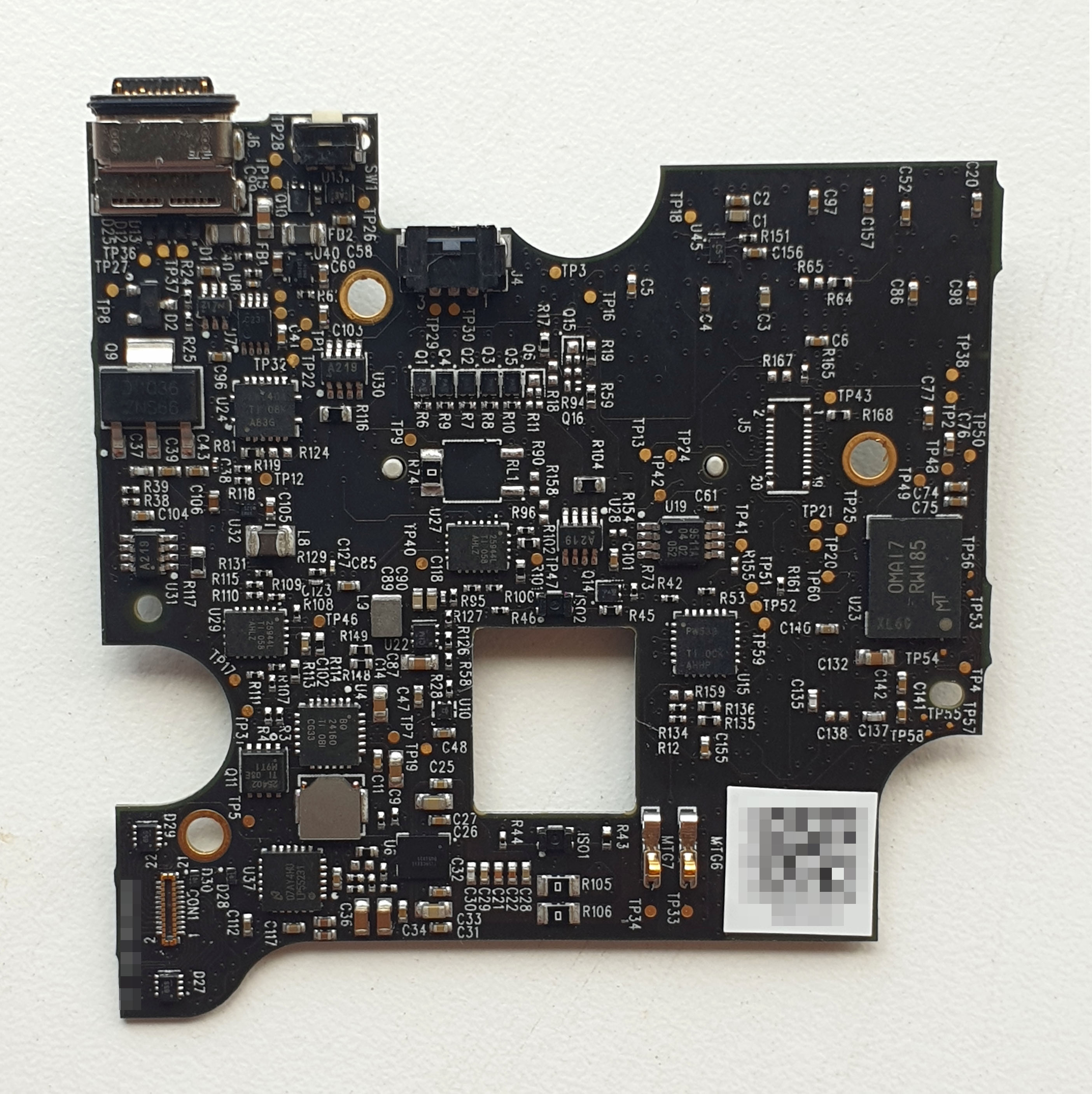
For completeness, this is the top side of the board shown above:
Thanks to spida for sharing this ware!
Also, just in time for Halloween, this spooky ware made its way to my desk:
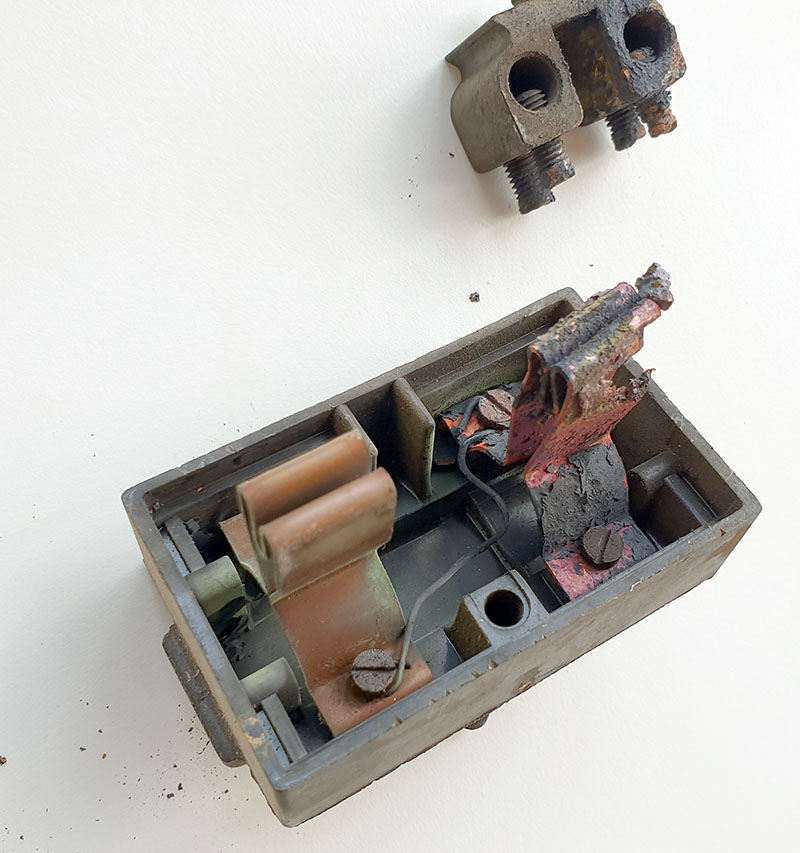
This is the “fuse box” that was connecting my flat to the power mains. I live in one of the oldest buildings in Singapore; I’m pretty sure this is part of the original wiring, which makes it over 50 years old. I guess at some point, someone decided to replace the fuse with a…wire.
OK, sure.
That’s spooky enough as it is … but also not so spooky, given that downstream of it are two very modern circuit breaker boxes with GFIs. So, I think its sole purpose was to give the power company a “switch” to disconnect the power meter from the mains, if they had to service the meter.
However, the fuse cartridge probably also played some role in pushing the copper fingers into the receptacle, so without the fuse in place, the fingers were not pushing firmly against the terminal block. Over time, one of the fingers turned into a miniature electron milling experiment.
The air quality sensor in my place had ticked up slightly a couple days ago, and I thought maybe it was the haze coming back; but then last night I smelled an acrid smell I know all too well, and when I poked my head out I heard the slight crackling of electricity arcing coming from the mains panel, and knew I had to drop everything and look for the source of trouble.
So, the servers were down for a bit yesterday, but at least I have power now and only a slightly charred mounting board at the power entry point of the unit, instead no electricity and an entirely charred unit. My place is now slightly less cursed, but if I were to be honest, this is probably not the most cursed circuit on the premises…my lab is a veritable crypt of cursed circuitry!