The Ware for June 2016 is an ATS810C by ATS Automation. There’s no information on their website about this particular board, but there’s lots of good ideas in the comments as to what this could be from. However, none of them have me 100% convinced. So I’ll just go with the first answer that generally identified the ware as a stepper motor controller with RS-232 interface by notafile. Congrats, email me for your prize!
Winner, Name that Ware June 2016
July 12th, 2016Episode 4: Reinventing 35 years of Innovation
June 28th, 2016Episode 4 is out!
It’s a daunting challenge to document a phenomenon as diverse as Shenzhen, so I don’t envy the task of trying to fit it in four short episodes.
Around 6:11 I start sounding like a China promo clip. This is because as a foreigner, I’m a bit cautious about saying negative things about a country, especially when I’m a guest of that country.
I really love the part at 3:58 where Robin Wu, CEO of Meegopad, reflects on the evolution of the term Shanzhai in China:
I was one of the people who made Shanzhai products. In the past, everyone looked down on Shanzhai products. Now, I think the idea of the maker is the same as Shanzhai. Shanzhai is not about copying. Shanzhai is a spirit.
Episode 3: A New Breed of Intellectual Property
June 21st, 2016Episode 3 is out!
I say the darndest things on camera. O_o
Like everyone else, I see the videos when they are released. So far, this episode makes the clearest case for why Shenzhen is the up-and-coming place for hardware technology.
Most of the time my head is buried in resistors and capacitors. However, this video takes a wide-angle shot of the tech ecosystem. I’ve been visiting for over a decade, and this video is the first time I’ve seen some of the incredible things going on in Shenzhen, particularly in the corporate world.
Episode 2: Shenzhen and the Maker Movement
June 15th, 2016Woooooo episode 2 is out!
I wrote a post once about getting my phone’s screen fixed in Shenzhen. I’ve learned a lot from watching these phone repair guys do their thing in Shenzhen.
This video shows most of the process, from splitting the bonded LCD/digitizer assembly using a cutting wire and a heated vacuum chuck, to rebonding, to removing bubbles in the LOCA (liquid optically clear adhesive) by way of a vacuum chamber. There’s also typically a UV curing step that was probably left out of the segment for time reasons. The whole video is a good watch, but if you’re short on time, the segment on repairing a screen starts at 12:36.
Name that Ware, June 2016
June 13th, 2016The Ware for June 2016 is shown below.
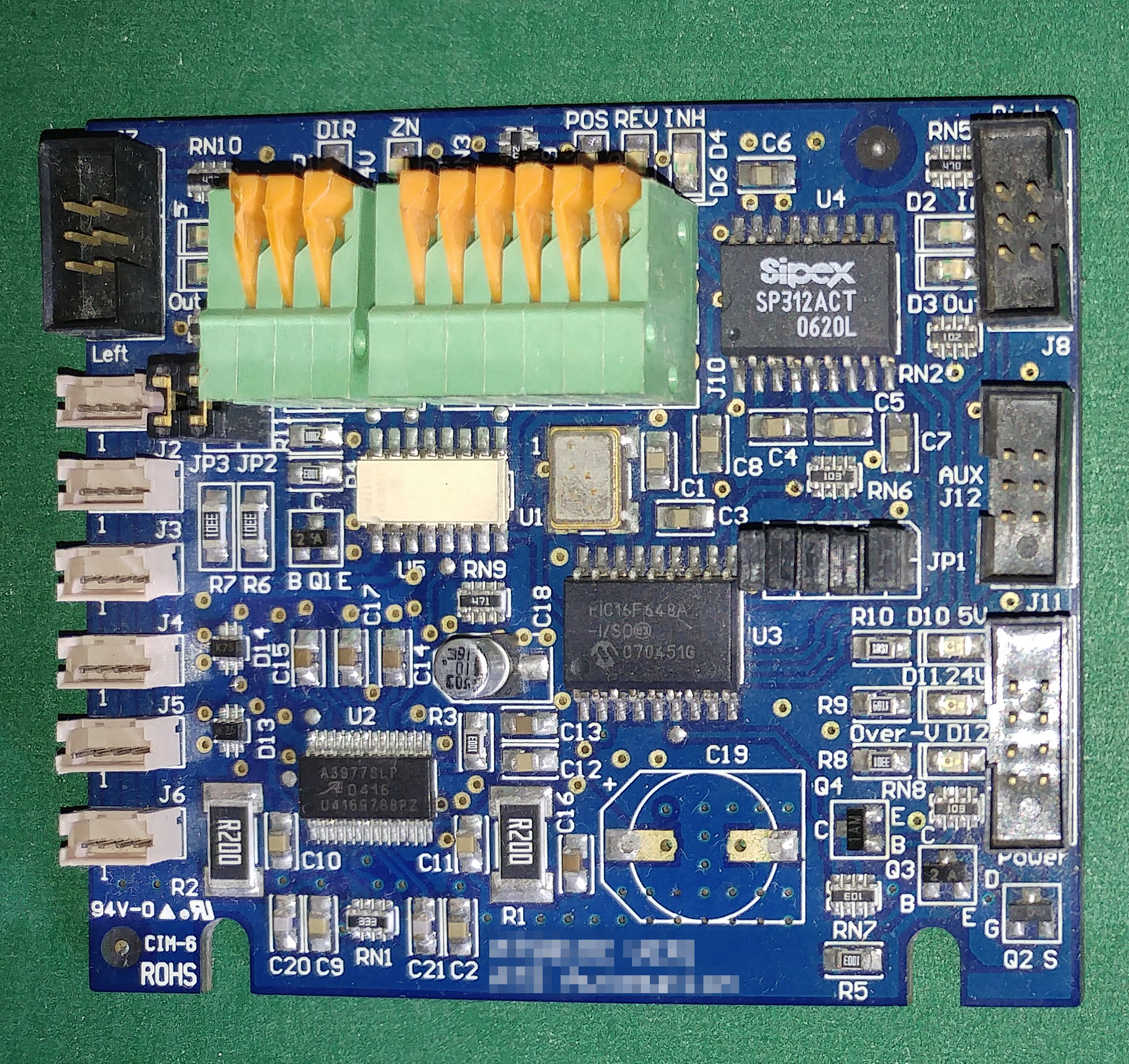
Thanks to Liwei from TinyMOS for contributing the ware. He found it on his way to school many years ago. The function of this board is probably an easy guess, so bonus points to anyone who has a convincing idea about the larger system this was once a part of.