The Ware for July 2015 was a bootlegged version of CAPCOM’s Carrier Air Wing. Congrats to pdw for nailing it, email me for your prize!
And a big thanks to Felipe Sanches for contributing last month’s ware and helping to judge the winner.
The Ware for July 2015 was a bootlegged version of CAPCOM’s Carrier Air Wing. Congrats to pdw for nailing it, email me for your prize!
And a big thanks to Felipe Sanches for contributing last month’s ware and helping to judge the winner.
The Ware for July 2015 is shown below:
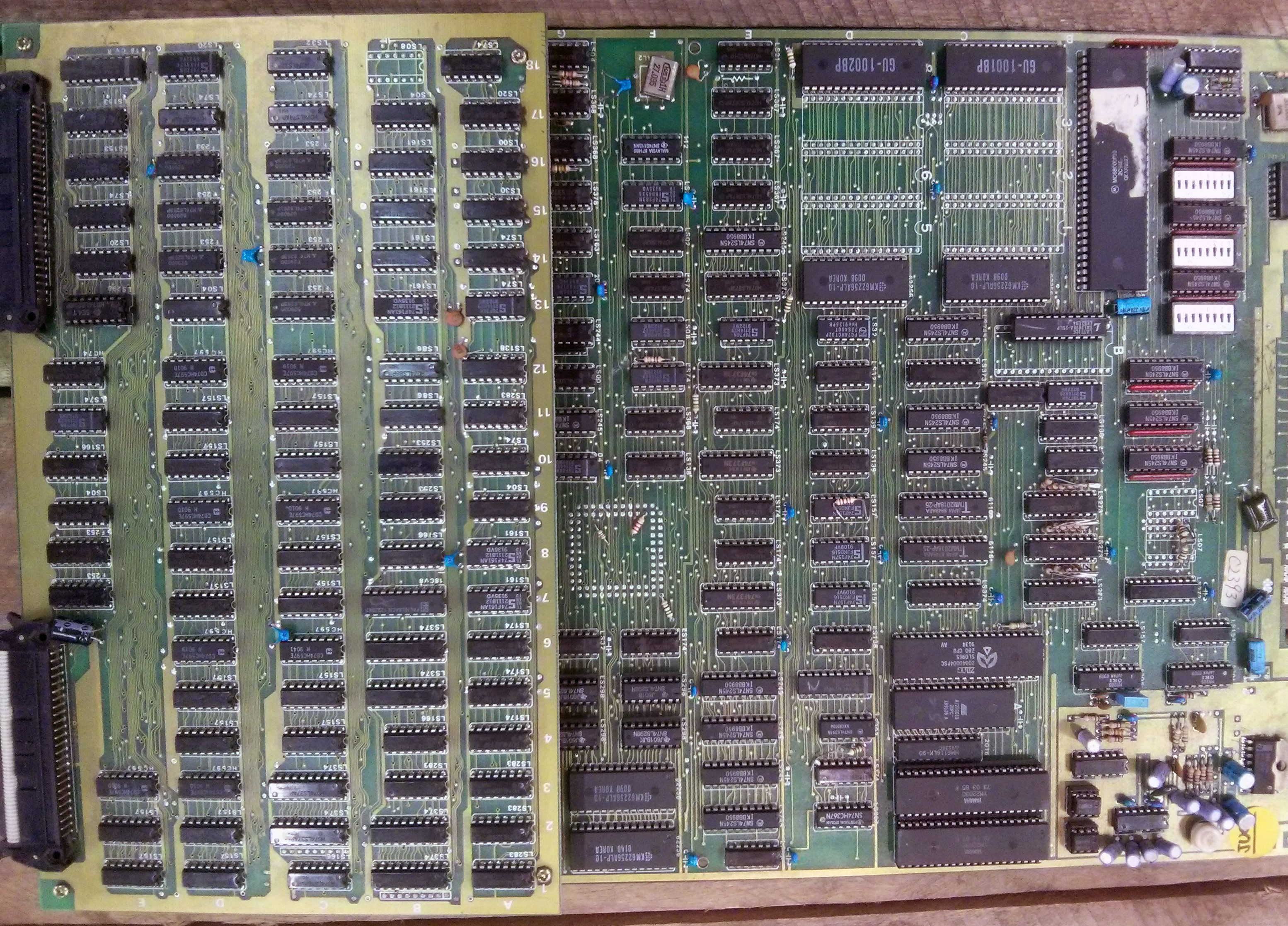
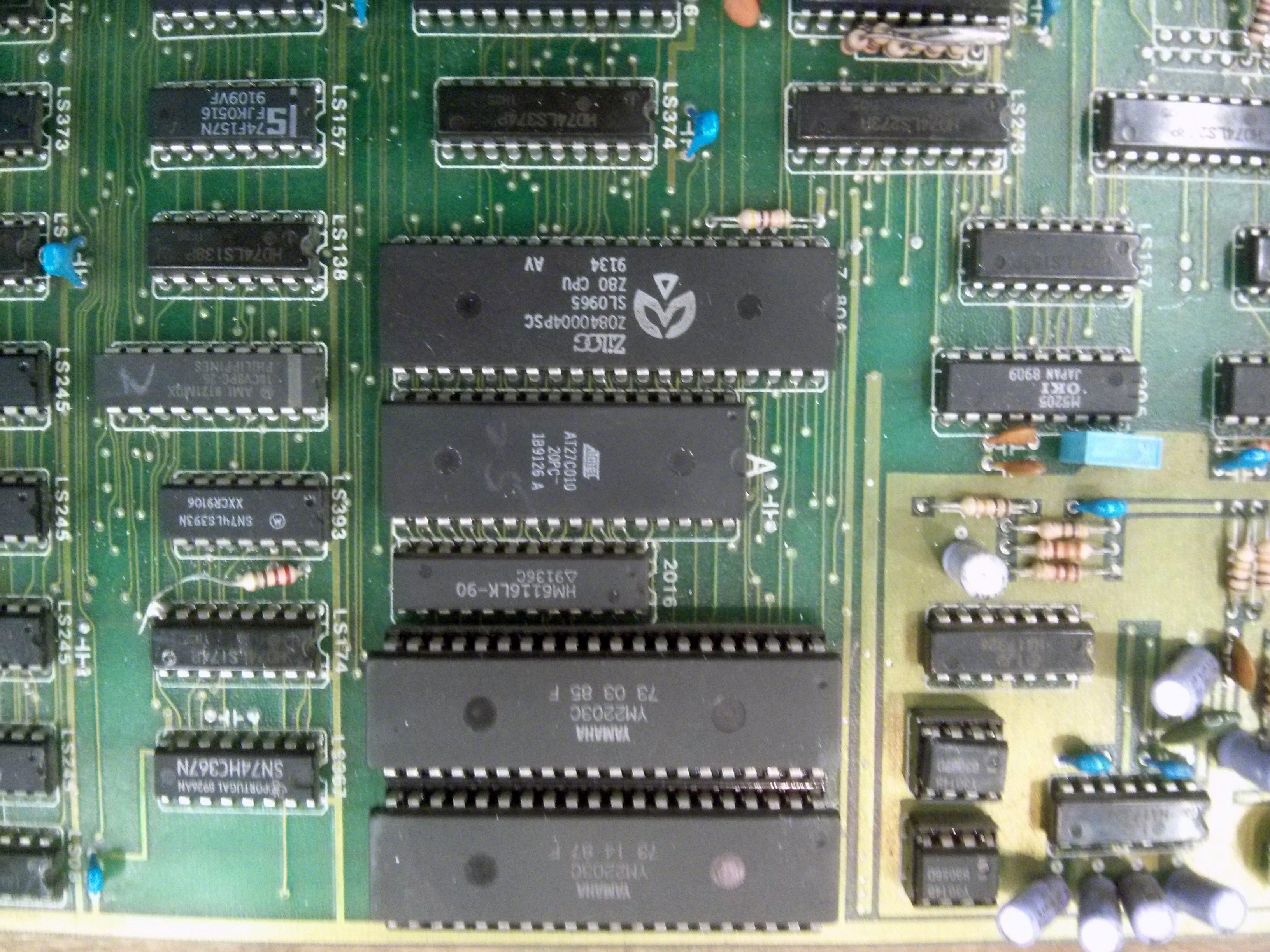
Ahh…hardware from the 80’s/early 90’s. My favorite era, when circuit board traces were laid out freehand using pen or tape and 74-series logic gates were still a thing. Thanks to Felipe Sanches for providing the ware, and to xobs for taking the photos while he was in Brazil for his keynote at FISL16!
Sorry for the lack of updates on this blog, it’s been a busy summer. To get a whiff of what I’ve been up to, check out my article in Wired Magazine on trends enabling the decentralization of innovation in hardware and Jinjoo’s blog-in-progress on the manufacturing bootcamp I held this summer in Shenzhen for MIT Media Lab students, which also happened to be the inaugural application of our new Orchard IoT Platform.
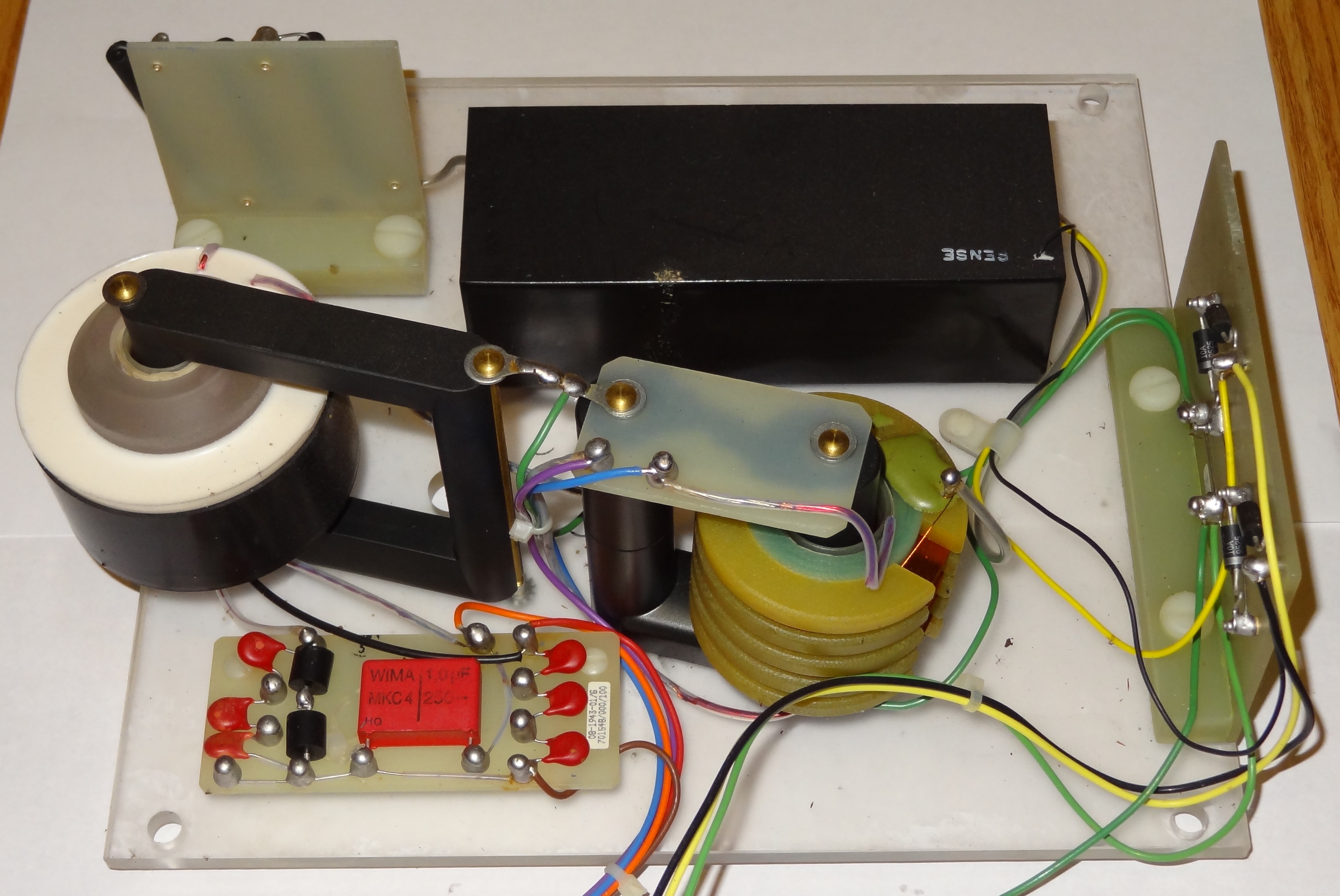
The Ware for June 2015 is, in fact, an HV supply for driving an X-ray tube, and during normal operation it’s immersed in oil. I’ll give the prize to Matt Sieker, for being the first to correctly guess the ware.
Interesting that so many people found it to be “obviously” an HV supply for an X-ray tube — first time I had ever seen one! I found the construction details of the high voltage transformers to be interesting. Certainly a domain in which I have little direct design expertise.
The Ware for June 2015 is shown below.
Thanks tho Dan Scherer for contributing this ware! I don’t have a specific make/model number for it, but a general idea of what it’s for, so I’ll try my best to judge the submissions given partial information.
The Ware for May 2015 is a DVB antenna amplifier. The brand/model number is Draco-HDT2-7300. Lots of excellent submissions and in an act of total arbitrary judgment I’ll say pelrun is the winner for calling it as an amplified TV antenna first. Gratz, email me for your prize!